オフィシャルブログ
トムソン打ち抜き加工の抜き反り
非常にニッチな内容です。発泡製品の厚物をプレス機で打ち抜く際に現れる「抜き反り」現象を解説しました。(地方や業界によってはタイコなど呼び方が違い場合もよくあります)発泡製品の原反が厚くなればなるほど、顕著に現れます。
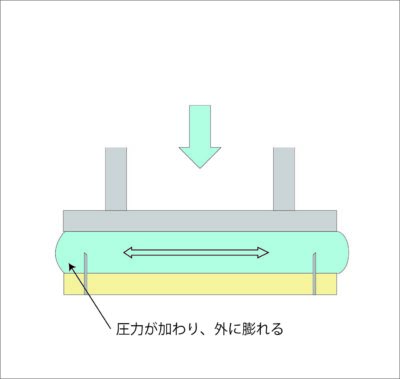
基本的にトムソン型(トムソン木型)は、厚手のベニヤにトムソン刃と呼ばれる刃物が埋め込まれています。イラストの様に刃物の上に打ち抜くものを置き、上部から圧力をかけて押切して仕上げる加工を打ち抜き加工、トムソン打ち抜き加工、トムソン抜き、プレス抜き等と呼びます。
打ち抜くものは、紙、プラスチック、金属箔などシート状の物が多く、納入される業界は、食品容器、紙、部品、包装資材など幅広い業界に行き渡っています。抜き反りと言う現象は、シート状の打ち抜かれる材料ではなく、厚い物を打ち抜く際に出る、特殊な現象です。
弊社では、多くの発泡プラスチック、発泡製品、ゴムスポンジなどを扱っており、これらの製品によく出る注意すべき現象です。
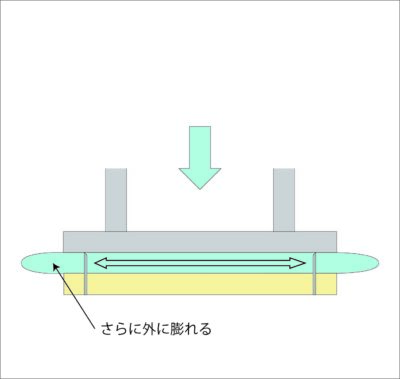
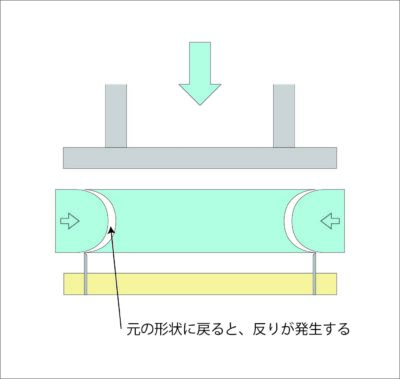
この現象が出る仕組みは、厚い材料をプレスで押しつぶす際に材料が横に膨れることで発生します。またイラストでは左右対称に反りが出ていますが、場合によっては同じ向きに出てしまうこともあります。原因としては、発泡製品の発泡斑(ムラ)や、わずかな厚みの制度の狂いなどで、方向が変わることがありますので打ち抜き原反を大きめにして良い製品が出る確率を増やすことが重要です。

反りを抑える方法もいくつか存在します。加工業者様のノウハウもありますので言えないものもありますが、打ち抜く際の原反を大きめに取ることである程度は抑制できます。抜き反りが出やすい材料は、ミラプランク、サンテックフォーム、サンペルカ、PEライトなど、ポリエチレンの独立気泡製品が目立ちます。ビーズ発泡のPブロック、ミラブロック、エルブロックBIO、エペランなどは、ビーズ同士が力を分散し合い反りの出る大きさが低い傾向にあります(飽く迄も私の経験による推測です)。
トムソン打ち抜き加工は簡単なように見えますが、準備段階では経験とノウハウが要る加工です。しかし、作業自体は殆どの人が安全にできる加工なのです。
まとめ
トムソン打ち抜き加工で発生する「抜き反り」現象は、発泡製品をプレスで打ち抜く際に材料が横に膨れることで起こります。特に厚い素材では顕著です。反りを抑えるには、原反を大きめに取るなどの方法が有効です。ミラプランクやサンテックフォームなど、ポリエチレンの独立気泡製品で反りが出やすい傾向がありますが、加工には経験とノウハウが必要です。